| section Home
Production, Amateur Radio amateur Model aircraft, rocket- Useful, entertaining |
Stealth master
Electronics Physics Technologies invention |
space Mystery
Earth Mysteries Secrets of the Ocean Stealth section Map |
  |
| Use of material is permitted for reference (for websites - hyperlinks) | |||
TECHNOLOGY CASTING OF METALS AT HOME
![]()
See also: |
Produce small detail rather unsophisticated form of fusible non-ferrous metals and alloys (tin, copper, aluminum, zinc, lead, brass) in the home under the force of every DIY enthusiasts.
Consider mold manufacturing technology. The mold is created in the molding box is made of rough-board (for a favorite contact with a molding ground) also called the flask. Dimensions of the flask should be about 1.5 times the size of the details. Flask (. Figure 1) consists of a pair of parts: the bottom (bottom box) and upper (frame-pair with three crossbars in the middle). For a firm connection of both elements of the flask on the box set locks, only on the frame are deepening.
Forming the earth consists of 75% pure petty sand, 20% clay and 5% coal dust particle. All of the components should be mixed thoroughly until smooth.
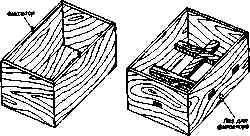
Fig. 1 Flask
The model for the manufacture of forms can serve as the item itself, as well as a special model, made of logs or other material. If the model is already forming load in some places the item (for example, the automobile door lock latch), tripped premises increasing filler (preferably epoxy) up to the size of the new part. After solidification accrued filled the room is treated with a file and sanded.
When forming the lower share of the flask is poured molding ground and lightly tamped it. Model powdered graphite or talcum powder as it is pushed into the ground by half. Place the model so that the tabs and other elements of it can be easily removed from the mold and does not destroy it. Earth in a box again sprinkled with talcum powder or graphite, the lower the proportion of the upper flask set, combining clips with holes. The irresponsible elements of the future give details conical plug part of a broad upward to form the gate, through which the molten metal will be poured into the mold (Fig. 2). After that, the flask with the surplus poured molding ground and tamped it well. Then, very carefully removed the cork at the gate, with a sharp object remove the upper fraction of the form as the model is removed from the bottom. In both parts of the form must be deepening that accurately reflect the shape of the part. other times have to tinker with the model thin elastic knife, removing excess molding the earth or vice versa, adding it in the form of the room, where she stuck to the model and pulled together with her. If the item is longer, in one end satisfied gate, only a friend form a hole similar gating, but serves to remove air from the mold-made filling it with molten metal. After drying the two mold halves, they are connected as well compressed to never left the gap between the upper and lower portions. The result is a kind of ready-to-fill metal.
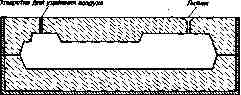
Fig. 2 Metal Forming
Melt the metal in a steel or cast-iron vessel having a nozzle through which the molten metal is poured into the sprue hole forms. As the oven uses a small horn or muffle furnace.
Upon melting zinc metal in utensils over expedient pour a layer of charcoal to prevent burnout metal.
After 4-5 min the molten metal in the furnace is kept warm for the maximum. This operation contributes to the qualitative form filling in thin areas. Molten metal is poured into the mold must be continuous, but thin stream that does not happen erosion forms.
After cooling the metal-filled form of pull apart and the finished part is removed. Products produced by this method, as if the situation, have a rough surface also need extra fine finish.
Consider now casting technology more complex than the previous one, but allows you to purchase high-quality products and precision. This technology has the ability to cast alienates home ware complex shapes, sculptures, reliefs and so on.
The model of the future product is made of wax, paraffin or other low-melting material, then it zaformovyvayut in a one-piece refractory mass. With slight heating or even boiling water, melted wax model from the mold through the aperture (future gate), resulting in only shape the molten metal is poured. Careful shaping this tool allows you to repeat the smallest elements of the product model.
PRODUCTION MODELS
The material used to create the model, is forced to possess a melting point in the range of 50-90 degrees. and a density less than the density of water, it is free to pop up to the surface during melting of the model. This best fits the needs of beeswax, an alloy of the same elements as stearin wax denture waxes "wax bases", "Modelling Wax," "wax clasp works."
If you want to possess the exact shape, such as a key complex configuration, the first using the original plaster mold is made, only to have it cast in wax model.
The process of creating a wax model slightly different from the manufacture of castings. Only only difference is that for pouring plaster does not need flask, it can be replaced with a suitably sized carton.
The sequence of manufacturing a small wax model is as follows. Gypsum is diluted down to the consistency of liquid cream, poured it into the box further, yet he did not grasp, it is pressed, the original model on the half of it the height (Fig. 3). Original pre-coated with a thin layer of petroleum jelly. Right in the plaster on the edges of the box is pressed half the length of the two matches, which will perform the function of clamps. After hardening plaster the surface, but similar protruding elements matches evenly-clamps cover with a thin layer of petroleum jelly and fresh plaster solution, pour the top share of the box. Before pouring the upper elements of the model on its outskirts put a metal insert made of thick wire or nail holes for the education of the runner. After hardening plaster detached from the top share of the bottom with a thin knife, remove the original and the gate insert, attach the upper elements taper sprue hole (for convenience in casting wax), connect the two halves of the mold, focusing on the match-locks, tight squeeze. As a result, we possess a form ready for wax model. The molten wax mass is poured through the sprue hole in shape and carefully removed after cooling. If the product is irregular in shape and has an impressive number of projections, along with the sprue hole form one or more fine holes for the escape of air displaced by the molten wax. With the remnants of the finished model of the gate was removed carefully and vozduhovyvodyaschih channels, but similar burrs.
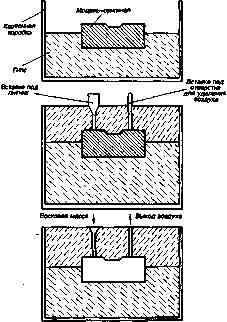
Fig. 3. The sequence of making wax models
Moulds production
The finished wax pattern is molded into flame-retardant form, but before this is attached to the gate pattern made of wax. The molding composition, which is poured wax model for casting aluminum products and fusible bronzes (. Fusion temperature of 860-880 degree) consists of the following components (in parts by weight):
| 1st composition | Gypsum ........................ 1 Talc ...................... 2 Mel ........................ 2 |
| 2nd composition | Sand (small) ... 1 Gypsum ......................... 1 |
| Third composition | Sand (small) 2 ...... Gypsum ................... 1 Silica ......... 3 |
Medical industry produces compositions "Silaur ST" and "Silaur 9", which come in high-quality gypsum and silica. These preparations mozhnos advantageously used as a molding sand.
The molding material is diluted with water up to smetanopodobnogo state later that it completely pour the wax model. To do this, bottom pour vessel small number of masses mounted on it thoroughly wax pattern also gradually fill mass around the model, controlling the lack of air bubbles. Full cure will form in 40-60 minutes.
If the product is planned to be cast from a metal or alloy having a melting point greater than 880 degrees. , A wax model was pretreated flame retardant layer of coating (layer thickness about 1 mm), then only has to fill in the molding mass.
As a flame-retardant wash advisable to use tools "Silamin" and "formal", produced by the medical industry. The structure of "The Power of-mine" come magnesite powder, quartz sand, as well as ethyl silicate hardener - a water glass solution. "Formals" is made up of pulverized quartz as ethyl silicate. In case of not having these funds wax model mozhnoobrabotat a mixture of talc and an aqueous solution of sodium silicate (liquid glass 1 part water and 3 elements). Coated with a mixture of wax model sprinkled with quartz sand, then re-coated with a mixture also sprinkled with sand. The total operation was repeated 4-5 times. If the molded product is large enough additionally, so great capacity of the molten metal poured into the form, it is necessary to apply 6-7 layers of homemade refractory wash. After the coating is dry if the model were immersed for 2 minutes in an aqueous solution (18-20%), ammonia (ammonia) for fastening. It is now melting wax model from the mold formed by the hardened moldable mixture. Most often the form simply boiled in water. Sprue hole should be at the top of the form elements immersed in the water to the melted wax could freely go out and float on the water surface. If the molded part has a complex surface, then in the process of boiling is necessary to repeatedly turn the filled form to get rid of her wax. After removing the wax mass within the mold cavity is formed like a relevant model. Before pouring the metal form must be calcined in a muffle furnace or hearth. First, heat the oven to 550-600 degrees. And then put it shape as the temperature was raised to 900 degrees. . At this temperature, annealing lasts 2-4 hours (depending on the form of mass).
After calcination, the mold is cooled down to room temperature when it is poured, or cast aluminum alloys. If the brass or bronze is poured, the mold is cooled only to only 500 degrees. . Stainless steel is poured into a mold having a temperature of 850 deg. .
FILLING METAL
In a relatively impressive form the molten metal flows into the act under its own weight, forcing air located there. But if the casting has small size, good quality products can not be achieved, as if the atmosphere does not allow the liquid metal to fill all of the mold cavity. To overcome this difficulty by placing the form in the centrifuge manually. Centrifugal power assists to displace the atmosphere also alienates opportunity metal to completely fill all the forms of emptiness. Yet perform this operation you need to quickly, yet the metal is in a molten state.
The finished casting from the mold is removed by destroying the casting. Then remove the mechanical route runner and channels for discharging atmosphere (if any). If necessary, the finished product is subjected to a cosmetic finish.
![]()

Comments
Commenting, keep in mind that the content and the tone of your messages can hurt the feelings of real people, show respect and tolerance to his interlocutors, even if you do not share their opinion, your behavior in terms of freedom of speech and anonymity offered by the Internet, is changing not only virtual, but real world. All comments are hidden from the index, spam control.