
|
Начало раздела Производственные, любительские Радиолюбительские Авиамодельные, ракетомодельные Полезные, занимательные |
Хитрости мастеру Электроника Физика Технологии Изобретения |
Тайны космоса Тайны Земли Тайны Океана Хитрости Карта раздела |
  |
| Использование материалов сайта разрешается при условии ссылки (для сайтов - гиперссылки) | |||
САМОДЕЛЬНЫЙ РЕАКТОР ДЛЯ ПОЛУЧЕНИЯ БИОГАЗА
Сергей Величкин
![]()
В среднем на отопление здания площадью 40-50 м2 , четырехконфорочную плиту необходимо в час 3,0-3,5 м3 биогаза. При оборудовании местной системы обогрева можноиспользовать широко применяемый автоматический отопительный газовый водонагреватель АОГВ-11, 3-3-У.
Значительный фактор, определяющий интенсивность газообразования, - температура процесса. Не следует забывать, что в статье "Биогаз: , греет, также варит" описан эксперимент, относящийся к стране с достаточно мягким климатом. Видимо, для более суровых климатических условий подогрев нужнее, возможно, даже также в установившемся процессе. А если подогрев предусматривать, то представляется целесообразным использовать его как эффективный регулирующий фактор, за счет которого можноувеличить газообразование в несколько раз. (Об еще одном управляющем факторе - перемешивании - скажем далее.)
Теперь, учитывая совместное влияние названных факторов на мощность установки, можно дать некоторые рекомендации.
При избрании размеров ферментатора можно ориентироваться на варианты, приведенные в прошлой публикации; с учетом более сурового климата стоит добавить в установку нагревательный элемент, например, в виде змеевиков. Пробная эксплуатация сразу позволит выявить действие нагрева на производительность устройства. Для систематизации доводочных работ рекомендуется завести тетрадь (не полагаясь на память) также записывать все изменения - как будто вводимые, так также получаемые. Практика иллюстрирует, что каждые 10°дополнительного нагрева биомассы удваивают выход газа с 1 м3 ферментатора.
Вот некоторые данные для тех, кто собирается заняться проектированием установки. Из 1 т сырья получается СО2 100 м3 газа. Его теплотворная умение примерно 5500- 6000 ккал/м3. Для сравнения: бытовой газ никак не намного калорийнее - всего 7000 ккал/м3.
Нынче о биологии процесса. Метанопроизводящие бактерии имеются в самом сырье. Культуры их развиваются в ферментаторе вплоть до трех недель, пока что масса не начнет выделять газ. При использовании готовой "закваски" из предыдущей порции из уже работающего ферментатора срок истока выработки газа сокращается примерно вплоть до недели.
Метанопроизводящие бактерии разделяются на три группы. Психрофильные эффективно работают в диапазоне +5...+20°. При дальнейшем повышении температуры развиваются мезофильные бактерии, их рабочий диапазон + 30...+42°. А при еще более высокой температуре проявляется деяние уже термофильных бактерий, которые работают в весьма узком диапазоне: +54...+56.
Внушительное количество вопросов относится к конструкции установки, в первую очередь - созданию возможности периодической дозаправки сырья также перемешивания биомассы без разгерметизации колокола. Предварительно всего нужно сказать, что беспрерывную выработку газа можнополучить маршрутом дублирования установок. С дублированными ферментаторами при поочередной их перезаправке удается обойтись без усложнения системы.
Поэтому будущему создателю установки для производства биогаза следует сравнить, применительно к своим возможностям, три схемы: простейшая с периодической перезаправкой; спаренные простейшие, с поочередной перезаправкой; со специальным устройством, обеспечивающим непрерывную подачу газа.
Выбирая третью схему, надобно владеть в виду, что для труда ферментатора требуется не только дозаправка сырьем, но также удаление отходов.
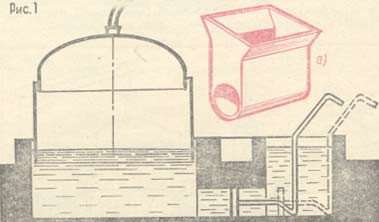 |
В последней схеме дозаправка сырья , удаление отходов никак не равнозначны по периодичности. Так, удаление отходов можно совмещать с приостановкой процесса на чистку , ревизию системы. Что же дотрагивается дозаправки, то она делается чаще также осуществляется проще: ежедневно снизу убирается 1/10 емкости , сверху добавляется столько же свежего биосырья. Один из посильных путей дозаправки ферментатора без лишения газа основан на так называемом принципе сообщающихся сосудов. Для этого рядом с ямой ферментатора устраивается небольшая заправочная емкость, соединенная с ней трубопроводом, расположенным ниже уровня жидкости (рис. 1). Трубопровод делается из кусочка керамической канализационной либо асбоцементной трубы, которая вмуровывается в стенки емкостей. |
Такая система сама по себе является жидкостным затвором газа. Повысить эффективность подачи концентрата можно с помощью вставной воронки-бункера (рис. 1а). Проталкивать гущу чрез трубопровод можно также простейшим сетчатым поршнем. Сразу он используется также в качестве заслонки, препятствующей самоперемешиванию биомассы между обеими емкостями.
Немало вопросов вызывает необходимость периодического перемешивания биомассы. Как выполнять данную операцию без разгерметизации? Не все знают о возможности ее самоперемешивания. Вспомним эффект конвекции: его можнонаблюдать в горнице, когда какая-нибудь пушинка оказывается над батареей отопления, плывет вверх, опускается у противоположной стены также снова увлекается легким потоком к батарее. этот эффект тепловой циркуляции среды нетрудно получить также в ферментаторе, если разместить в нижней его части подогревательные трубы (змеевик), сместив их к одному окраине; конвекция обеспечит самоперемешивание. В начавшемся процессе газообразования к этому добавится эффект подъема газовых пузырьков в зоне, находящейся над подогревателем.
Несложно сделать также механический перемешиватель биомассы. Особенно целесообразен он в местности с мягким климатом, в каком месте отпадает необходимость в использовании подогрева. Как показывает практика, лучше это предусмотреть заранее. Ведь если система сама выйдет на подогрев, то зачем в то время, спрашивается, расходовать энергию на перемешивание. Помимо того, совсем не обязательно размешивать массу непрерывно. Можно действовать это периодически, например, утром также вечерком. Стоит даже превратить данную операцию в дополнительную, регулировочную. Для этого достаточно следить за расположением колокола: как будто только он опустится к нижнему уровню (малый запас газа), надобно перемешать биомассу - , выделение газа тотчас же увеличится.
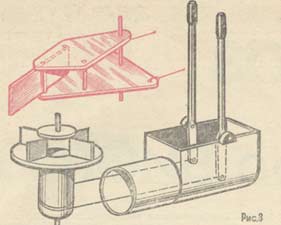
Простейшую мешалку несложно изготовить в виде крыльчатки с приводом упругми связями через тот же сифонный трубопровод (рис. 2). При этом нет необходимости в непрерывном вращении в одну сторону. Если мешалка владеет радиальные лопасти, достаточно качательных движений. Можно ограничиться также одной лопастью. Общий тут простор для собственных решений. В качестве тяг лучше использовать негниющие материалы, например, изолированный электропровод либо капроновый (хлоридный) шнур, продающийся в хозяйственных магазинах как будто бельевой. Существует также проблема устойчивости колокола. Читатели, внимательно изучившие материал "Биогаз: также греет, также варит", уже подметили, что если схемы, изображенные на рисунке 1, осуществить, никак не дорабатывая конструкцию, то колокол может потерять равновесие разом, как будто всплывет: либо опрокинется, или заклинит. |
|
|
На рисунке 3 в той же публикации никак не нечаянно предусмотрена направляющая труба для колокола, но подобная установка сложнее для домашнего изготовления. |
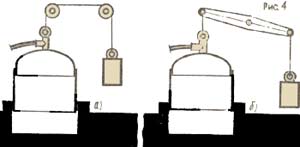
Такая система уравновешивания колокола выгодна к тому же тем, что ее можноиспользовать в качестве подъемного устройства при ревизии также очистке ферментатора. Учитывая это, нетрудно дополнить систему некоторыми вспомогательными элементами: блоки лучше расположить на повторной стреле (ведь только приподнять колокол, чтобы трудиться под ним, категорически не разрешается - "НЕ СТОЙ ПОД ГРУЗОМ!"). Стоит сделать поворотной также опору коромысла "журавля", но противовес наборным, как на складских весах. Но если в вашей местности морозов никак не бывает, предусмотрите противовес в виде емкости, заполненной водой.
Самое же серьезное затруднение, стоящее на пути самодельщика, - изготовление колокола. Оцинкованное кровельное железо позволяет придать ему нужную форму простыми средствами, к тому же он станет нетяжелым. Но недолговечность такого материала при быстрой коррозии в условиях агрессивной среды заставляет искать другие варианты. Поэтому мы настоятельно советуем присмотреться к доступному металлолому. Старые емкости, например, от нефтепродуктов, будучи обрезанными, могут оказаться очень подходящим полуфабрикатом, как будто по форме (обычно с приварными сферическими днищами), так также по толщине листового материала: от 2 вплоть до 5 мм.
Видимо, ходовыми размерами колокола будут 2-3 м также такая же вышина. Если "бочка"окажется меньше, стоит подумать, действовать ли большой колокол либо взять пара поменьше (например, D=1,5 м), заодно вернувшись к варианту спаренных простейших установок.
У некоторых читателей появился задача об определении давления газа. Видимо, они не обратили заботы на очевидное: как будто только колокол всплывет - мощь давления газа достигла величины массы колокола. Поясним это на образце. При диаметре юбки колокола 2 м площадь ее сечения составит S= кН 2 = 3,14 X 1 =3,14 м2 = 31 400 см2. При толщине стенки колокола 5 мм также вышине 2 м авторитет его составит возле 500 кг. Допустим, что фактический авторитет колокола равен 470 кг. Тогда колокол всплывет при давлении газа 0,15 атм. (В системе СИ масса М = 470 кг, мощь веса F = 4700 Н, давление газа р = 4700/31 400 = 0,15 Н/см2 = 0,15 атм).
По мерке подъема колокола давление приблизительно не изменится, его повышение станет проистекать только за счет вытеснения емкости жидкости, равного всплывшей элементы стенок колокола.
Отмечая невысокое давление газа, наблюдаем, что его (в случае необходимости) можноповысить простым способом: установить на колоколе дополнительный груз, расположив его пониже, для избранного равновесия колокола.
Несколько любопытных примеров для сравнения. Давление газа в городской сети находится в пределах 200-300 мм вод. ст., а допускаемое - вплоть до 600 мм вод. ст. В нашей же системе это давление должно быть схоже предельным. Естественно, начинается вопрос: разве личное подворье способно дать биосырья в достаточном числе? Конечно же, нет. Наши рекомендации относятся в первую очередь к кооперативным животноводческим хозяйствам, получающим с каждым днем все большее развитие. Кроме того, резервы, также немалые кроются в колхозах и совхозах: другой раз возле животноводческих ферм скапливается значительное число навоза, какой никоим образом никак не используется. Местные жители могли бы его утилизировать, а затем уже вывозить на поля. Ведь отработанное сырье из ферментатора практически никак не теряет свою ценность как удобрение. Налицо двойная экономическая выгода.
В заключение опять обращаемся к читателям с просьбой делиться своим экспериментом в конструировании также эксплуатации биогазовых установок.
Автор статьи: Сергей Величкин
![]()
Created/Updated: 25.05.2018